2022-05-13
The best optical sorters for buying can sometimes be difficult to find. If you need help finding the right optical sorter for you, and have any questions, contact us today.
The optical sorter is an industrial piece of equipment used to sort and classify solid materials like produce, plastic, paper, and much more. If your company requires this type of inventory control then you might be wondering what types of optical sorters are available on the market. This article discusses that and provides much helpful information that can add to your knowledge in the optical sorting field and help you save time and money.
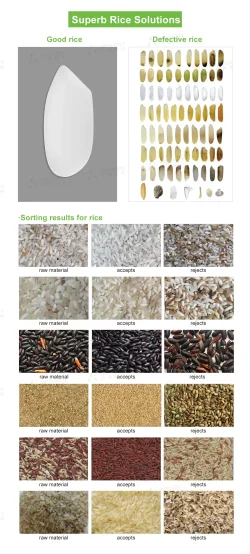
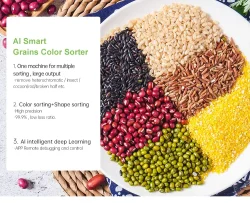
Optical sorters are a type of sorting machine that uses optical sensors to identify different types of products. The machines use cameras and other sensors to determine the color, size, and shape of each item as it passes through the machine. These machines are used to sort items such as plastic bottles, glass bottles, cans, or any other type of product that has a distinct color or shape. Optical sorters are used in many different types of industries including agriculture, pharmaceuticals, and food processing.
The optical sorter first uses a camera to take pictures of each item coming through the machine. These pictures are then processed by software that analyzes the images and determines which items belong together based on their color or shape. Once these groups have been identified, they can be separated into different bins so they can be packaged up according to their type.

Optical sorters are utilized in a wide range of industries. They are often used to sort out different types of grains, fruits, and vegetables. The optical sorter uses lasers to detect the size, shape, and color of the material being sorted.
The optical sorter uses lasers to detect the size, shape, and color of the material being sorted. The laser beam passes through the material being scanned, and this light is reflected onto a detector. The detector then measures how much of the light has been reflected. This measurement is converted into an electrical signal that represents the size, shape, and color of the object being scanned. This electrical signal can then be processed by software to determine if it belongs to a particular group or not.
Optical sorters use two basic types of technology: single-beam and multi-beam systems. Single-beam systems utilize one laser beam that passes through each object being scanned to determine its characteristics. Multi-beam systems use multiple laser beams which pass through each object at different angles so that more information about each object can be gathered at once.
An optical sorter is a machine that uses the principles of light and color to sort different types of materials. This can be used for applications in many industries, including agriculture, food processing, and recycling.
There are many benefits to having an optical sorter in your facility. Here are just a few:
-Speed: Optical sorters can sort materials at much higher speeds than other sorting methods. For example, manual sorting requires humans to manually sort through each item individually which can take up to five minutes per item, depending on how quickly they go through them. An optical sorter can sort through thousands of items per minute!
-Accuracy: The quality of sorting performed by optical sorters is extremely high because they use multiple sensors that analyze each item's color and size before deciding where it should go next within its respective bin. Unlike humans who may miss certain details or make mistakes when trying to determine if something belongs in one place or another, optical sorters have no such limitations! They are accurate down to the tiniest detail!
-Environmentally Friendly: Because they don't require any human interaction during operation, optical sorters are much more environmentally friendly than their competitors because they don't require electricity or any other power source in order.

An optical sorter is one of the most versatile automated inspection systems available. It can be used in a variety of industries, including:
-Food processing
-Pharmaceuticals
-Cosmetics
-Electronic components and other small parts
- Waste management
The optical sorter will increase your productivity and give you a better product.
If you're in the market for an optical sorter, then you've come to the right place. Our Shenzhen Wesort Optoelectronics Co., Ltd. optical sorter machines are made to last, and they come with a host of features that make your job easier.
Shenzhen Wesort Optoelectronics Co., Ltd. is a large industry that deals with the development and manufacturing of smart color sorting equipment, advanced optoelectronic equipment technology, and superior smart color sorting equipment technology.